


Ez egy cinkötvözet anyagból készült borosüvegnyitó, a kiváló minőségű szénacélból készült csavar CNC megmunkálással spirális kialakítású, a teteje tüskés alakra van optimalizálva. Modellszámunk H974, várjuk vásárlóinkat, hogy érdeklődjenek az árakról és kérjenek ingyenes mintákat.
Ennek a palacknyitónak a gyártási folyamata elsősorban öt fő szakaszból áll: fröccsöntés, anyagtörés, polírozás és tisztítás, galvanizálás és összeszerelés.


Ez a nyitó 135 grammot nyom, a durva tartozékok közül 3 db viszonylag kis súlyú. Egy 88 tonnás forrókamrás fröccsöntőgép nyomása alatt teljes mértékben kielégíti a termékkövetelményeket. A cinkötvözet öntvények sűrűsége szorosan összefügg a berendezés üzemi nyomásával, csak a megfelelő tartományban találja meg a termék megfelelő minőségi vezérlési követelményeit Ezért, ha ehhez a dugóhúzóhoz egy 88 tonnás gépet használunk, akkor biztosítható a termék minősége és kellően csökkenthető a gyártási költségek.
Ennek a terméknek a formatervezése hozzávetőlegesen 3000 szerszámot állít elő nyolc óránként. Az általános együregű formákkal összehasonlítva 30-40%-kal gyorsabb, így több mint kétszeres gyártási időt takarít meg.

A dugóhúzó fröccsöntésének befejezése után ezt a formát ölti, minden alkatrészen továbbra is megmaradnak a kapunyomok és a felesleges élek, amelyeket el kell távolítani, így a következő gyártási lépés sorjázás, amely a dolgozóktól pusztán kézi munkát igényel. Ennek az az oka, hogy a dugóhúzó, fokhagymaprés, diótörő, pizzavágó, fagylalt készítéséhez szükséges összes összetevő a kézi munkadarab. nem sérülnek meg, megőrzik a későbbi feldolgozási minőséget, elkerülik a megnövekedett selejtkockázatot, és további költségekkel járnak. Az ehhez a folyamathoz szükséges dolgozóknak széleskörű tapasztalatra és kellő türelemre van szükségük, és számos hatékony és megvalósítható javaslattal segíthetnek javítani az összetett alakú termékek és a formatervezési minták kialakításában. Ezért ezeknek a dolgozóknak hosszú távú gyakorlatra van szükségük a tapasztalatszerzéshez, és sok ilyen dolgozót képeztünk ki.
A bordugóhúzó nyersdarabok sorjáinak és éles sarkainak eltávolítása után a gyártási folyamat a polírozási és tisztítási műveletekhez vezet. Cégünk több mint tíz tisztítógéppel és felületkezelő berendezéssel rendelkezik, amelyek lehetővé teszik a termék felületkezelésének egységességét és konzisztenciáját. Ennek a műveletnek az a legnagyobb előnye, hogy minden késztermék egyenletes felületi felületet kap.


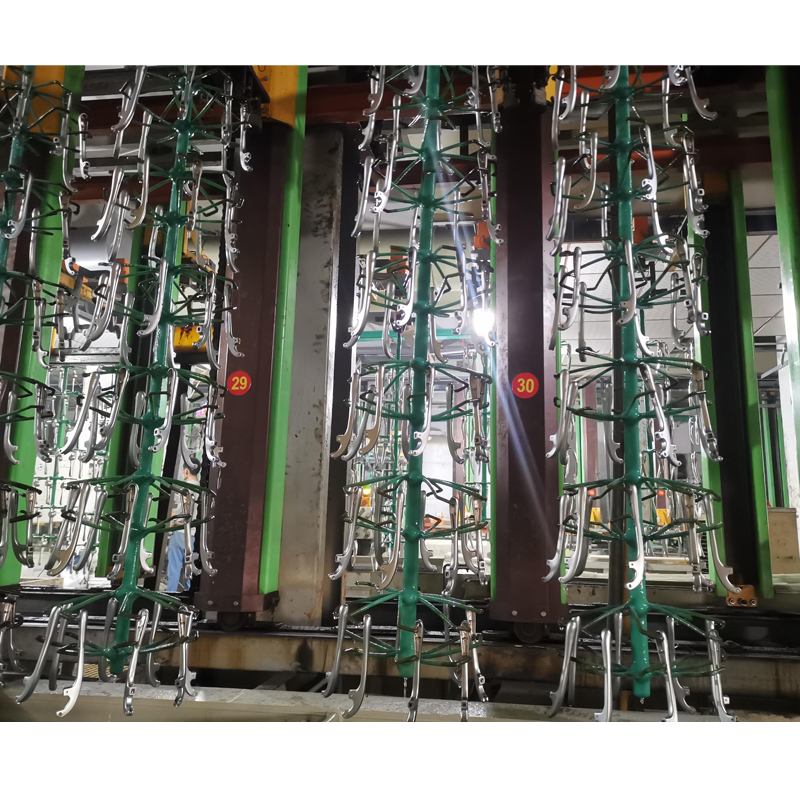
A dugóhúzó összes alkatrészének bevonatai jellemzően galvanizálási vagy festési módszereket alkalmaznak, ezen az ábrán a galvanizálásra koncentrálunk. A galvanizálási feldolgozást kihelyezett beszállító végzi, amihez speciális létesítményekre, berendezésekre és szakterületükön több éves tapasztalattal rendelkező ipari mérnökökre, valamint számos alaptechnikusra és tapasztalt dolgozóra van szükség. Nagyon összetett folyamatról van szó, akikkel a beszállítókkal hosszú távú együttműködést biztosítunk, 30 év. stabilitás. Ez azt is biztosítja, hogy a gyártás során felmerülő különféle gyártási problémákat gyorsan, professzionálisan és hatékonyan lehessen megoldani. Ezek az elrendezések biztosítják a borászati kiegészítők, konyhai eszközök és dugóhúzók gyártási ciklusát, miközben támogatják az ügyfelek értékesítési terveit.



A teljes dugóhúzó elérte a végső folyamatot, ami az összeszerelés. Először is az összes feldolgozott félkész alkatrészt alkatrésztípusok szerint osztályozzuk. A minőségellenőrző (QC) személyzete előzetes ellenőrzéseket végez, hogy megbizonyosodjon arról, hogy ezek a félkész alkatrészek megfelelnek minden termékspecifikációnak a funkcionalitás, a szín és a felület minősége tekintetében. A minősített és hibás alkatrészeket ezután elkülönítik, és a termékosztálynak külön-külön elkészítik, és a Warhouse-nak elkészítik a vizsgálati jelentést. Osztály. A kialakított Termékspecifikációs Kézikönyvet követve a minősített félkész alkatrészeket raktáron tárolják, majd a gyártósorra kerülnek összeszerelésre.






A gyártás befejezése után a késztermékek másodlagos ellenőrzésen esnek át, hogy megbizonyosodjanak arról, hogy a termék minősége megfelel a meghatározott szabványoknak. A gyártási tételszámokat és a vásárlói azonosítókat megjelölik, majd átfogó csomagolási műveleteket végeznek. A csomagolt késztermékek végső ellenőrzésének befejezése után a késztermékek raktárába kerülnek, ahol várják a vevő értesítését a szállításról.













